






PRODUCT
製品実績
フジテックの「曲げ」加工はこんなところで使われています。


※イメージ画像を使用しています。実際の建造物とは関係ありません。
製品実績
H型鋼曲げ
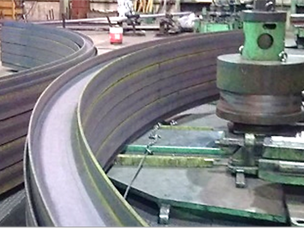
| 曲げ | ①H鋼アーチ曲げ |
|---|---|
| 材質/規格 | SN400B 194×150×6/9 |
| 加工寸法 | 5428R×87.4°up |
| 特徴 | H鋼曲げにはレール曲げとアーチ曲げがあります。数十本同じ寸法に曲げると言っても、同じ曲げ方ができません。材料1本1本それぞれの幅が微妙に違うため、ねじれ方にバラつきがあり、押す圧力の微調整に苦労しました。 また、製品の変形には細心の注意を払いました。1発目の押し始めに強く押してしまうと掴みの部分が変形してしまいます。さらに曲げ進めると外側に凹みがでてしまうのですが、製品の幅(194㎜)をなるべく保つように、凹みを最小限にするように工夫しました。 |

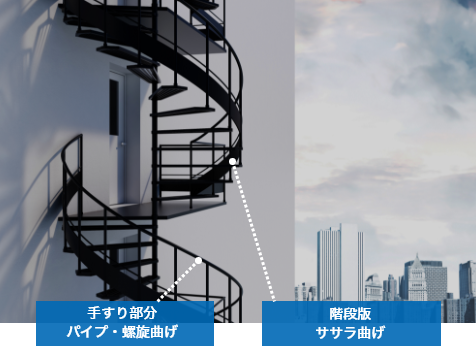
| 曲げ | ②パイプらせん曲げ |
|---|---|
| 材質/規格 | STK27.2φ×2.3 |
| 加工寸法 | 1201.6R×P140×30° |
| 特徴 | らせん曲げは平曲げとは違い、高さ(ピッチ)が付くため、完成のイメージをつけるのに苦労しました。 初めはピッチが付き過ぎたり、うまく付かなかったりと試行錯誤を繰り返しました。また、冶具の組み立て、図面の読み取りも難しいです。 らせん曲げは完成イメージを想像できるかが大事なので、イメージを付ける為に様々ならせん階段を昇り降りしてきました。階段の内側と外側の手すりではピッチが違いますが、ピッチが急ならせんほど難しくなります。 |

| 曲げ | ③溝形鋼(チャンネル曲げ) |
|---|---|
| 材質/規格 | 5×40×75 |
| 加工寸法 | 1440R×45° |
| 特徴 | 溝形鋼に限らずですが、形鋼曲げは形状を保ったまま曲げるのが難しいです。 形状を保ったまま曲げるには型のセットが非常に重要です。型をセットするのに母材とのすき間があると、変形の原因になります。 さらに鉄やステンレスの違い、折り曲げ材によっても形鋼内側の角Rが微妙に違うので、同じ溝形鋼でも毎回型を微調整しています。 |
ロール曲げ
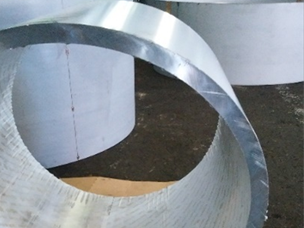
| 曲げ | ④板ロール曲げ |
|---|---|
| 材質/板厚 | a5052/30mm |
| 加工寸法 | 687φ×595H |
| 特徴 |
アルミの板は基本的に両面保護テープが貼ってあります。そして、板厚が厚ければ厚いほど曲げ加工時に外側のテープが伸びてきます。 曲げ加工時に板が滑る時がありますが、その時はテープを巻き込み、ぐちゃぐちゃに切れてしまった時です。一度切れてしまうと元に戻せないので、そのまま曲げることになり加工が大変です。 さらに仮止めなしなので、板がよじれたら継ぎ目部分が段差になってしまい、修正するのがとても難しいです。 |

| 曲げ | ⑤階段板曲げ (ササラ) |
|---|---|
| 材質/板厚 | ss400/22mm |
| 加工寸法 | 詳細なし |
| 特徴 |
ササラは階段の段部を支える部材で、精度と強度が求められます。また、ササラには必ず角度が付いているので、斜めに曲げていきます。 ササラ曲げは、角度があればあるほど、幅が狭ければ狭いほど、曲げ方が複雑になります。その際、ササラ用に計算したRゲージで曲げ具合を見ながら曲げています。また、サシを使い、最終的に曲げの深さも必ず確認しています。さらに、踊り場の部分と段部が一体になっているササラは、平行に曲げる部分と斜めに曲げる部分があり、それぞれ曲げ方が異なるので細心の注意を払い曲げます。 |

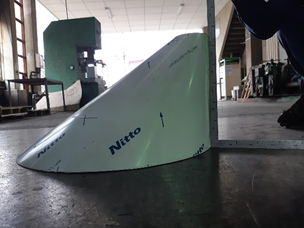
| 曲げ | ⑥板R曲げ |
|---|---|
| 材質 | ss400/4.5mm |
| 加工寸法 | 600R×88.25° |
| 特徴 | 板R曲げ加工では、板の幅が長ければ長いほど、板両端のRの出方に差が出てきます。板幅が3000H以上だとR差が大きく出るため、手直しに時間がかかり大変です。 また、直残しがある場合はR止まりをしっかり決めることがポイントです。同じR止まりで止めているつもりでも、板がズレることもあるので、ピンポイントで止めることが難しく、微調整に苦労します。 |
ホッパー曲げ
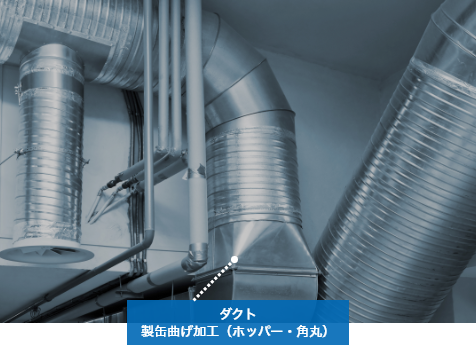
| 曲げ | ⑦偏芯ホッパー曲げ |
|---|---|
| 材質/板厚 | sus304,2B/2mm |
| 加工寸法 | 内561φ×85.1φ×299H |
| 特徴 |
偏芯ホッパーは、ホッパーの中でも一際難易度が高いもので、一つの加工に数時間はかかってしまいます。 加工者に大変なところを聞くと… ・曲げる場所によって、材料の寸法(一線一線押して曲げるところの長さ) やネジる量が変わっていくところが難しい。 ・偏芯しないホッパーよりも、強く捻(ねじ)らないと曲がらないところ(曲げる場所によって変動する)も難しく、その加減と調整が必要です。押し痕も残りやすくなります。 などと、普通のホッパーよりも熟練の技が必要になってきますが、弊社の強みでもあります。 |
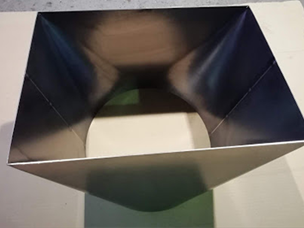
| 曲げ | ⑧角丸曲げ |
|---|---|
| 材質 | ss400/1.6mm |
| 加工寸法 | 外303φ×440×303×250H |
| 特徴 |
角丸曲げはプレスで押し曲げる際、圧力が安定していないと押し痕が強く残る場合があります。圧力を一定に、押し幅も一定になるよう丁寧に細かく調整しながら曲げるのには技術も必要ですが、根気と根性も必要です。 また、角と丸をバランス良く成型する時、片方に気を取られていると、もう片方の寸法が崩れてしまいます。両方のバランスを調整しながら曲げていきます。 そして、角の切り込みを最小限にし、四方の角がしっかり出せるように曲げています。 |

| 曲げ | ⑨陣笠曲げ |
|---|---|
| 材質 | ss400/4.5mm |
| 加工寸法 | 外523φ×220H |
| 特徴 |
陣笠曲げは頂点に近づくにつれて曲がりにくくなり,さらに継ぎ目に隙間が空いてしまいやすく、上手く調節し隙間なく曲げるように注意しながら曲げています。 過去に打痕が残ってしまい、お客様にご迷惑をお掛けしたことがありましたが、現在では試行錯誤の末、道具、矯正方法、仮止め方法を見直し改善に努めています。 曲がりにくい場所の曲げ方やつなぎ目の段差をなくし、次工程のお客様の手間を省くような精度の高い製品となるよう、今後も品質向上に努めます。 |